-
Email us at:
info@weltreatsystems.com -
Call us on:
020 - 41228334 - Download Brochure

26
Mar 26Industrial RO plants are significant capital investments. A 100 KLD RO system can cost ₹25 to 50 lakh. Yet the most common reason these systems underperform or fail prematurely has nothing to do with equipment quality — it is inadequate maintenance.
Membrane fouling, scaling, and biological growth are all preventable with a structured maintenance schedule. This guide gives you a clear, practical 12-month RO plant maintenance plan for Indian industrial facilities.
Why RO Plant Maintenance Gets Neglected
Most industrial facilities install an RO plant and run it until problems appear. By then, membranes are fouled, pump seals are worn, and performance has dropped significantly. Emergency repairs cost 3 to 5 times more than preventive maintenance.
More importantly, poor RO performance means your process water quality suffers — which directly impacts your product quality and regulatory compliance.
A structured maintenance schedule prevents this entirely.
What Happens When RO Maintenance Is Skipped
Three problems develop when RO plants run without proper maintenance:
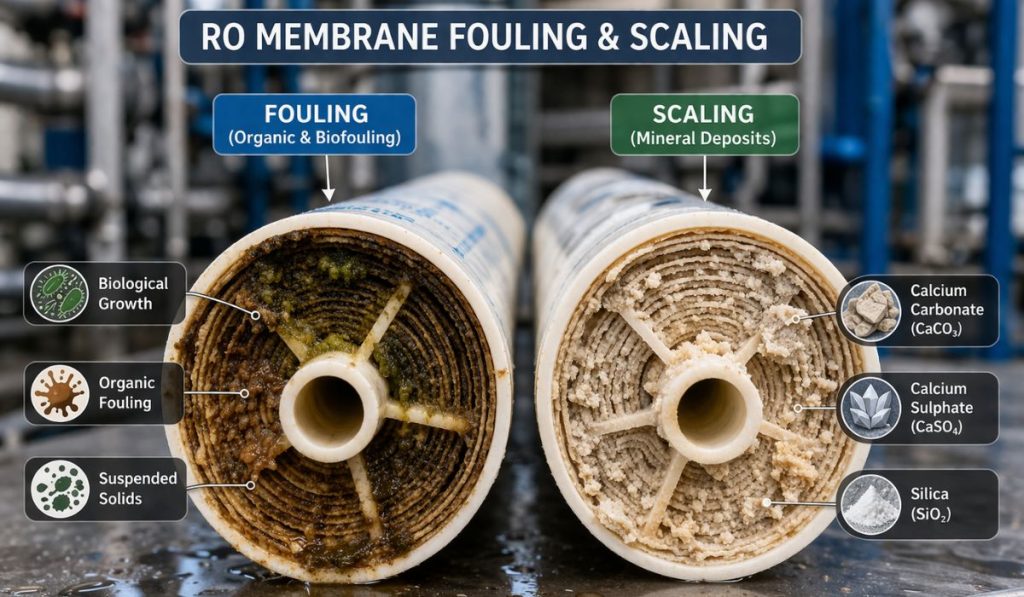
Membrane fouling — suspended solids, biological growth, and colloidal particles accumulate on membrane surfaces. This increases pressure drop, reduces flow, and eventually requires membrane replacement at ₹8,000 to 25,000 per element.
Scaling — calcium carbonate, calcium sulphate, and silica deposits form inside membranes when antiscalant dosing is inconsistent. Scaled membranes cannot be cleaned effectively and must be replaced.
Mechanical failure — high-pressure pump seals, O-rings, and cartridge filters that are not replaced on schedule fail suddenly, causing system shutdown during critical production periods.
The 12-Month RO Maintenance Schedule
Daily Checks — 15 Minutes Per Day
Every day your RO plant operates, record these parameters in your logbook:
Feed pressure — should match your design specification. Any increase over 10% indicates filter fouling.
Permeate flow rate — record in litres per hour. A drop of more than 10% from baseline indicates membrane fouling developing.
Permeate TDS — record in mg/L or ppm. Any increase over 10% from baseline indicates membrane damage or O-ring failure.
Reject flow rate — ensure reject is flowing. Zero reject flow means something is blocked.
Antiscalant dosing pump — visually check that dosing pump is running and chemical level in tank is adequate.
Weekly Checks — 1 Hour Per Week
Check cartridge filter differential pressure. When differential pressure increases by 1 bar over clean baseline, replace cartridge filters. Running with fouled cartridge filters forces suspended solids directly onto RO membranes.
Inspect all visible connections and fittings for leaks. Even small leaks indicate seal degradation that will worsen.
Check pH of feed water. Most RO membranes operate best between pH 6.5 and 7.5. pH outside this range accelerates membrane degradation.
Record and calculate normalised permeate flow using standard temperature correction. This gives a true picture of membrane performance independent of temperature variation.
Monthly Checks — 2 to 3 Hours Per Month
Antiscalant system check — verify dosing rate against your water chemistry report. Incorrect antiscalant dosing is the single most common cause of RO scaling in Indian industrial plants.
High-pressure pump check — listen for unusual noise, check vibration, inspect motor for overheating. Lubricate bearings if not sealed for life.
Control panel check — inspect all connections, check that pressure gauges and flow meters are reading correctly against reference instruments.
Membrane performance analysis — calculate normalised salt rejection percentage. Formula: Salt Rejection = (1 minus Permeate TDS divided by Feed TDS) multiplied by 100. Target is above 97% for most membranes. Below 95% means membranes need investigation.
Feed water analysis — send a feed water sample for lab analysis. Check SDI (Silt Density Index), TDS, hardness, iron, and silica. Compare against your design water quality. Changes in feed water quality require immediate action — adjust pre-treatment accordingly.
Quarterly Checks — Half Day Every 3 Months
Cartridge filter replacement — replace all cartridge filters regardless of differential pressure reading. This is non-negotiable. Used cartridge filters harbour bacterial growth even when pressure drop looks acceptable.
Chemical cleaning assessment — review normalised performance data from the past quarter. If normalised permeate flow has dropped more than 10% from baseline, plan a CIP (Clean-in-Place) chemical cleaning.
Pre-treatment system check — inspect multimedia filter backwash performance, softener resin condition, and activated carbon filter if present. Pre-treatment failure kills RO membranes.
Valve and instrument check — operate all manual valves through full range to prevent seizure. Calibrate online TDS meters and flow meters against calibrated reference instruments.
How to Do CIP — Clean-in-Place Cleaning
CIP is chemical cleaning of RO membranes performed when performance drops. Two types of fouling need different chemicals:
For organic fouling and biofouling — use alkaline cleaning at pH 11 to 12. Sodium hydroxide and sodium lauryl sulphate solution. Circulate at low pressure (less than 4 bar) for 1 hour. Flush with clean water. Check permeate quality before returning to service.
For scaling and mineral fouling — use acid cleaning at pH 2 to 3. Citric acid solution at 2% concentration. Circulate at low pressure for 1 hour. Flush with clean water.
Always do alkaline cleaning before acid cleaning when both are needed. Never mix acid and alkaline cleaning solutions.
Annual Tasks — Full Day Once Per Year
Membrane inspection — remove one element from the first vessel in each stage. Visual inspection for damage, telescoping, or visible fouling. If one membrane shows heavy fouling, inspect all membranes in that vessel.
Pressure vessel inspection — check vessel end caps and O-rings. Replace O-rings that show any sign of compression set or cracking.
High-pressure pump overhaul — replace wear parts: mechanical seals, shaft sleeves if worn. This prevents sudden pump failure.
Conductivity meter and flow meter calibration — send instruments for external calibration once per year. Inaccurate instruments give false performance data.
Annual performance report — compile full year performance data. Compare current normalised performance against initial baseline. This tells you membrane age and whether replacement is approaching.
When to Replace RO Membranes
Replace membranes when:
Normalised permeate flow drops more than 20% from baseline despite CIP cleaning.
Normalised salt rejection drops below 95% despite cleaning.
Physical damage is found during annual inspection.
Membranes are 5 years old regardless of performance — preventive replacement is more economical than emergency replacement during production.
Common RO Maintenance Mistakes in Indian Industrial Plants
Skipping antiscalant dosing when feed water is unavailable — even one shift without antiscalant can initiate scaling that takes weeks to clean.
Running fouled cartridge filters to save money — cartridge filter replacement costs ₹500 to 2,000. A fouled membrane costs ₹8,000 to 25,000 per element. This is not a saving.
Not recording daily performance data — without baseline data you cannot detect gradual performance decline until it becomes a serious problem.
Using the wrong CIP chemicals — using acid cleaning for biofouling or alkaline for scaling makes fouling worse. Identify the fouling type before cleaning.
Ignoring changes in feed water quality — seasonal variation in municipal supply, borewell quality changes, and upstream process changes all affect your RO. Monitor feed water monthly.
How Weltreat Supports Your RO Plant

Our AMC and O&M contracts include all scheduled maintenance tasks in this guide — daily monitoring, monthly analysis, quarterly CIP assessment, and annual overhaul. Our Pune-based team responds within 4 hours for breakdown calls.
We also provide one-time plant health audits for RO systems installed by other vendors. If your plant is underperforming, we diagnose the cause and provide a remediation plan.
Frequently Asked Questions
How often should RO membranes be cleaned? CIP cleaning should be done when normalised permeate flow drops 10% or normalised salt rejection drops 5% from baseline. For most Indian industrial plants, this means CIP every 3 to 6 months. With good pre-treatment and consistent antiscalant dosing, some plants go 12 months between cleanings.
What is the lifespan of an RO membrane? With proper maintenance, RO membranes last 3 to 5 years. Poor pre-treatment or inconsistent antiscalant dosing can reduce this to 12 to 18 months. Conversely, excellent maintenance can extend membrane life beyond 7 years.
How do I know if my RO membrane is fouled? Signs include increased feed pressure, decreased permeate flow, and in some cases increased permeate TDS. The most reliable method is normalised performance calculation — removing the effect of temperature variation to see true membrane condition.
Can fouled RO membranes be recovered? Yes, if fouling is caught early. Organic fouling and biofouling respond well to alkaline CIP. Light scaling responds to acid CIP. Heavy scaling or irreversible fouling cannot be cleaned — membranes must be replaced.
What is the cost of RO membrane replacement in India? Industrial RO membrane elements cost ₹8,000 to 25,000 per element depending on type and manufacturer. A typical industrial RO system has 6 to 30 elements. Full membrane replacement for a mid-sized system costs ₹1.5 to 5 lakh.
Need a structured maintenance plan for your RO plant? Weltreat Systems offers AMC and O&M services for industrial RO plants across Pune and Maharashtra. Call us: 020-41228334 | WhatsApp: +91 9850974811 | Email: info@weltreatsystems.com