-
Email us at:
info@weltreatsystems.com -
Call us on:
020 - 41228334 - Download Brochure

23
Feb 26The Strategic Imperative of Zero Liquid Discharge (ZLD) for Pune’s Industrial Future
- February 23, 2026
Zero Liquid Discharge (ZLD) systems provider in Pune offers industrial facilities a pathway to regulatory compliance and water security, but the technology requires careful engineering evaluation before implementation.
Pune’s evolution as a premier industrial hub in Maharashtra is undeniable. From the automotive engine roar in Chakan MIDC to the pharmaceutical innovations in Pimpri-Chinchwad and the chemical processing in Ranjangaon MIDC, the Pune metropolitan region contributes significantly to the state’s economy.
However, this rapid industrial expansion brings with it a critical challenge: sustainable water management. With increasing pressure from the Maharashtra Pollution Control Board (MPCB) and growing scarcity of freshwater resources, industries are being compelled to look beyond conventional treatment methods.
For plant managers, compliance heads, and engineers operating in this landscape, the term Zero Liquid Discharge (ZLD) has shifted from a futuristic concept to an operational necessity.
This article provides a technical deep dive into ZLD systems, exploring why they are becoming the standard for responsible manufacturing in Pune’s MIDC areas.
What is a Zero Liquid Discharge (ZLD) System?
A Zero Liquid Discharge system is an advanced treatment process that eliminates the release of industrial wastewater into the environment. The core philosophy is simple yet technically complex: recover and recycle the maximum amount of water while converting the dissolved solids into a dry, manageable solid cake for disposal.
Unlike a conventional Effluent Treatment Plant (ETP) that produces treated water (which may still be discharged) and wet sludge, a true ZLD system ensures that the only outputs are reusable water (distillate) and solid waste.
For a Zero Liquid Discharge (ZLD) systems provider in Pune, the goal is to design a system that achieves 95% to 99% water recovery, effectively closing the water loop for the facility.
The Core Technology: RO + MEE + Crystallizer/ATFD Integration
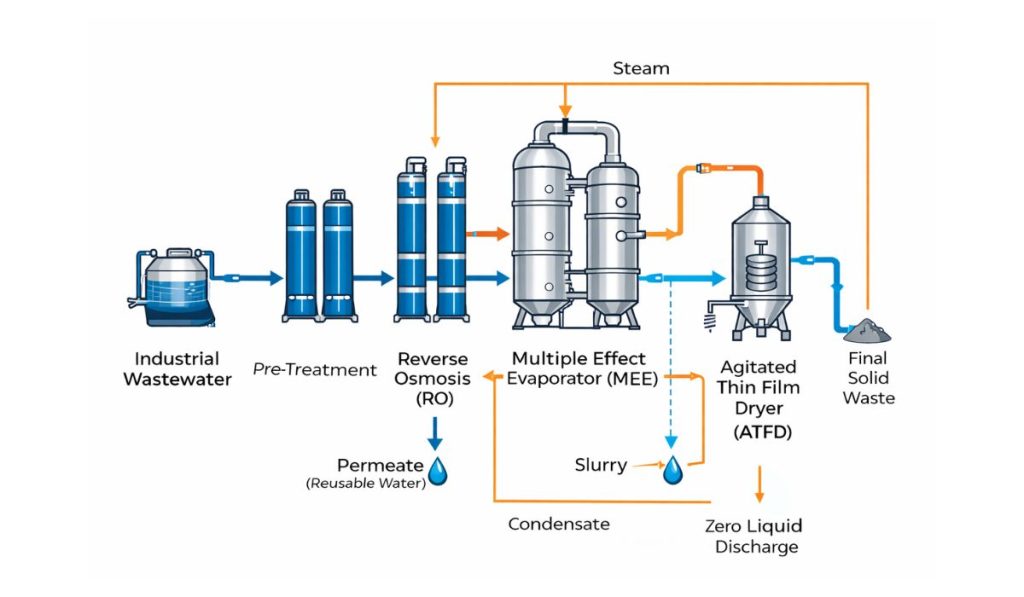
A functional Zero Liquid Discharge plant is not a single piece of machinery but a meticulously integrated process train. It typically follows a three-stage approach involving membrane separation, thermal concentration, and solid-liquid separation.
1. Pre-Treatment and Membrane Concentration (RO)
The process begins with robust pre-treatment using Multi-Grade Filters (MGF), Activated Carbon Filters (ACF), and Ultrafiltration (UF) to remove suspended solids and organics. The water then passes through a high-recovery Reverse Osmosis (RO) system.
- Technical Note: Industrial wastewater in Pune often has a TDS (Total Dissolved Solids) range from 5,000 ppm to over 50,000 ppm, depending on the industry.
- A standard RO can concentrate the feed water, recovering 70-75% of it as permeate (clean water). The remaining RO reject, which now has a very high TDS concentration, is sent to the thermal stage.
2. Thermal Concentration (Multiple Effect Evaporator – MEE)
The RO reject is fed into a Multiple Effect Evaporator (MEE) . Here, the wastewater is heated to evaporate the water, leaving behind a concentrated slurry.
- Energy Efficiency: MEEs are designed for energy efficiency by reusing the vapor from one effect (chamber) to heat the next. This significantly reduces the overall steam consumption compared to single-stage evaporation.
3. Final Solid-Liquid Separation (Crystallizer/ATFD)
The concentrated slurry from the MEE still contains liquid. To achieve true “Zero Liquid” status, this slurry is processed in a final stage, typically an Agitated Thin Film Dryer (ATFD) or a crystallizer.
- The ATFD Function: The ATFD uses a jacketed heating system and a rotating blade assembly to spread the slurry into a thin film. This maximizes the surface area for evaporation, turning the liquid concentrate into dry solid salt crystals.
- The condensed vapor from both the MEE and ATFD is recycled back as high-quality water for industrial use.
Why Industries in Pune Need ZLD
Pune’s industrial zones—Pimpri-Chinchwad, Chakan MIDC, Ranjangaon MIDC, and Talegaon—face distinct water challenges:
- Groundwater Depletion: Continuous extraction has lowered water tables across the region.
- MPCB Scrutiny: Red category industries face strict consent conditions requiring zero discharge in many zones.
- Water Costs: Tanker water costs have risen 30-40% over five years, making recycling economically attractive.
Industries evaluating implementation often consult a specialized Zero Liquid Discharge (ZLD) systems provider in Pune to conduct feasibility analysis. This initial engineering assessment determines the optimal configuration based on effluent characteristics and site constraints.
ZLD vs. Conventional ETP: Why Upgrade?
For many industries in areas like Talegaon and Pimpri-Chinchwad, an ETP is the baseline for compliance. However, a ZLD system offers distinct advantages:
- Complete Compliance: While an ETP reduces pollutants to permissible discharge limits, ZLD eliminates discharge entirely. This is crucial for “Red” category industries and facilities in water-stressed zones.
- Water Security: ZLD turns a waste stream into a resource. The recovered water can be fed back into the cooling tower, boiler, or process, reducing the facility’s freshwater demand by up to 90%.
- Future-Proofing: With environmental regulations (CPCB/MPCB) tightening every year, a ZLD system positions a plant well ahead of future compliance mandates.
MEE vs. ATFD: Understanding the Distinct Roles
A common point of confusion in industrial ZLD plant Pune discussions is the difference between the MEE and the ATFD. They are not interchangeable; they are sequential partners in the ZLD process. For plant managers evaluating an industrial ZLD plant Pune installation, understanding this distinction is critical for accurate budgeting and performance expectations.
- Multiple Effect Evaporator (MEE): Designed for bulk water removal. Its job is to take a large volume of liquid and concentrate it into a smaller volume of slurry. It handles the heavy lifting of evaporation.
- Agitated Thin Film Dryer (ATFD): Designed for finishing. It handles the highly viscous, concentrated slurry from the MEE. It utilizes mechanical agitation to prevent scaling and ensure complete drying, which an MEE alone cannot achieve efficiently.
::image-group[ZLD Plant Process Diagram]{description=”Process flow diagram of a complete ZLD system showing RO, MEE, and ATFD integration with water recovery and solid waste streams.”}
Energy Considerations in ZLD Design
One of the primary concerns for decision-makers is the operational cost, specifically energy consumption. Modern ZLD design focuses on optimization:
- Heat Integration: Designing the MEE with the optimal number of “effects” (typically 4 to 6) to maximize steam economy.
- Mechanical Vapour Recompression (MVR): In some configurations, MVR can be used as an alternative to MEE. It uses electricity to compress vapor, raising its temperature and pressure so it can be reused as a heating source, drastically reducing steam requirements.
- Automation: PLC/SCADA-based systems ensure that the plant operates only when needed, monitors fouling in real-time, and optimizes chemical dosing, preventing energy waste.
Tailored Solutions: ZLD for Pharma and Chemical Industries
Pune’s industrial diversity means that wastewater recycling systems in Pune require different engineering approaches:
ZLD for Pharma Industry
ZLD for pharma industry applications must handle high COD (Chemical Oxygen Demand), complex organic compounds, and solvents.
Pre-treatment often requires a Stripper or MBR to remove volatile organics before the brine concentration begins, protecting the RO membranes downstream.
Pharmaceutical effluent in Pune’s MIDC areas frequently contains active pharmaceutical ingredients (APIs) that require oxidation before conventional treatment.
ZLD for Chemical Industry
ZLD for chemical industry setups often deal with high hardness and silica, which are notorious for scaling membranes and heat exchanger surfaces. Here, the engineering focus shifts to specialized anti-scalants and material of construction, such as using SS 316L or Duplex Steel for evaporator bodies to withstand corrosive brines.
Chemical plants in Pimpri-Chinchwad handling dyes, pigments, or intermediates require careful attention to color removal and TDS management.
::image-group[Industrial ZLD Installation]{description=”Skid-mounted ZLD installation at an automotive manufacturing facility in Chakan MIDC, showcasing compact design and automated controls.”}
The Long-Term ROI and Compliance Benefits
Investing in a ZLD system is a capital-intensive decision, but the long-term financial analysis favors sustainability.
- Reduced Water Tariffs: Recycling 90% of wastewater drastically cuts the cost of freshwater purchased from local municipal corporations or tanker suppliers.
- Avoidance of Penalties: Non-compliance with discharge norms can lead to heavy fines or even plant shutdowns. ZLD ensures absolute compliance.
- Resource Recovery: In some cases, the dry salts recovered can be characterized and potentially sold or reused, offsetting operational costs.
Common Mistakes Industries Make While Installing ZLD
To ensure the long-term success of your wastewater recycling systems in Pune, avoid these common pitfalls:
- Skipping Detailed Wastewater Analysis: Designing a ZLD based on assumed data is a recipe for failure. A comprehensive analysis of seasonal variations in effluent is critical.
- Under-designing Pre-treatment: If the upstream ETP or pre-treatment fails to remove oil, grease, or organics, it will quickly foul the RO membranes and foul the heating surfaces in the MEE, leading to unplanned downtime.
- Ignoring the Salt Quality: The characteristics of the final solid waste dictate disposal methods. If the ATFD produces sticky or hygroscopic salt, it can cause handling issues.
- Oversizing or Undersizing Equipment: Incorrect capacity planning leads to either high capital costs or inability to handle peak flows.
Frequently Asked Questions About ZLD Systems in Pune
1. What is the typical cost of a ZLD plant in Pune?
The cost varies significantly based on capacity, effluent characteristics, and configuration. A small-scale ZLD system (10 KLD) may start around ₹1.5–2 crores, while large-scale industrial installations (500 KLD+) can exceed ₹10–15 crores. A proper feasibility study provides accurate budgeting.
2. How much water can a ZLD system recover?
Modern Zero Liquid Discharge plant designs consistently achieve 95–99% water recovery. The exact percentage depends on feed water TDS, scaling potential, and the specific combination of RO, MEE, and ATFD technologies deployed.
3. Is ZLD mandatory for chemical industries in MIDC areas?
While not universally mandatory for all sectors, chemical industries classified under the Red category in MIDC areas face increasing regulatory pressure to achieve zero discharge. Many consent conditions now explicitly require ZLD implementation for expansion proposals.
4. What is the difference between MEE and MVR in ZLD systems?
MEE (Multiple Effect Evaporator) uses steam as the primary energy source across multiple chambers. MVR (Mechanical Vapour Recompression) uses electricity to compress and recycle vapor. MVR is generally more energy-efficient where reliable power is available, while MEE suits facilities with existing steam infrastructure.
5. How long does it take to install a ZLD plant in Pune?
Typical project timelines range from 6 to 12 months from feasibility study to commissioning. Factors affecting duration include site preparation, equipment manufacturing lead times, civil works, and regulatory approvals.
6. What maintenance does a ZLD system require?
Routine maintenance includes membrane cleaning, scale removal from heat exchangers, mechanical checks on ATFD blades, and calibration of automation systems. Most plants require dedicated operator training and annual service contracts with the system provider.
Conclusion: A Call for Engineering Precision

As Pune solidifies its reputation as a manufacturing powerhouse, the industries within Pimpri-Chinchwad, Chakan, and Ranjangaon must lead the way in sustainable practices.
Zero Liquid Discharge is not merely a regulatory checkbox; it is a complex engineering challenge that requires a deep understanding of water chemistry, thermodynamics, and process control.
Achieving true ZLD requires more than just procuring equipment; it demands a partnership with an experienced provider who can conduct proper feasibility studies, pilot testing, and engineering evaluations.
Selecting the right Zero Liquid Discharge (ZLD) systems provider in Pune requires technical due diligence—reviewing past installations, evaluating process guarantees, and ensuring after-sales support. We recommend a thorough assessment of your current effluent quality and volume before embarking on this journey.
A well-engineered ZLD system is an investment in operational continuity, environmental stewardship, and the long-term viability of your business in Pune’s competitive industrial landscape.